詳情咨詢(xún)熱線(xiàn):
15037927235
0379-69581002

缺陷一:鑄造縮孔 主要原因有合金凝固收縮產(chǎn)生鑄造縮孔和合金溶解時(shí)吸收了大量的空氣中的氧氣、氮?dú)獾龋辖鹉虝r(shí)放出氣體造成鑄造縮孔。 解決的辦法: 1)放置儲(chǔ)金球。 2)加粗鑄道的直徑或減短鑄道的長(zhǎng)度
16 2020-03
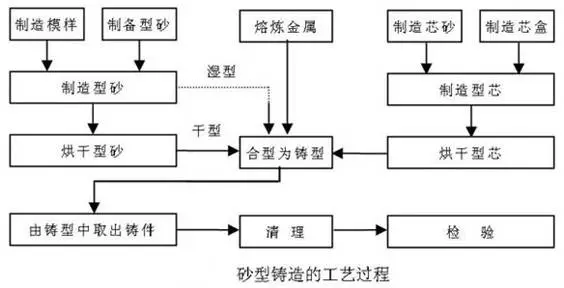
普通砂型鑄造的基本原材料是鑄造砂和型砂粘結(jié)劑
14 2020-03

缺陷一:鑄造縮孔 主要原因有合金凝固收縮產(chǎn)生鑄造縮孔和合金溶解時(shí)吸收了大量的空氣中的氧氣
13 2020-03

距齒軌 也叫銷(xiāo)軌、齒軌條 適用于煤礦井下用刮板輸送機(jī)
、 轉(zhuǎn)載機(jī)的中部槽部分。 用途 齒軌、銷(xiāo)軌安放在齒軌座上是采煤機(jī)的行走軌道,齒軌座焊接在中部槽槽幫上,齒軌座與齒軌通過(guò)齒軌銷(xiāo)進(jìn)行鏈接。 結(jié)構(gòu) 齒軌、銷(xiāo)軌按節(jié)距規(guī)格可以分為:126節(jié)距齒軌、147節(jié)距齒軌。 齒軌、銷(xiāo)軌按節(jié)距數(shù)可以分為:3節(jié)距齒軌、4節(jié)距齒軌、5節(jié)距齒軌、6節(jié)距齒軌、7節(jié)距齒軌、8節(jié)距齒軌、9節(jié)距齒軌。 工藝 齒軌、銷(xiāo)軌按制作方式可以分為:鍛造齒軌和鍛打齒軌。 分類(lèi) 齒軌、銷(xiāo)軌按生產(chǎn)主機(jī)廠(chǎng)可以分為:張家口齒軌、西北奔牛齒軌、山西煤機(jī)廠(chǎng)齒軌、山東礦機(jī)齒軌、鄭煤機(jī)齒軌等。 常見(jiàn)齒軌、銷(xiāo)軌型號(hào)有:115S-01、01TXG126-5等。 服務(wù)保證 品質(zhì)保證:視產(chǎn)品質(zhì)量如生命。我公司產(chǎn)品嚴(yán)格按照國(guó)家質(zhì)量管理體系認(rèn)證GB/T19001 / ISO9001:2015標(biāo)準(zhǔn),采用先進(jìn)的設(shè)計(jì)理念12 2020-03

在鑄造這個(gè)行業(yè)
,成本高,利潤(rùn)低,賺的都是血汗錢(qián)!大多數(shù)的鑄造老板都在為降本增效,提高利潤(rùn)而發(fā)愁
長(zhǎng)時(shí)間以來(lái),為了減少鐵水中的夾雜物從而獲得純凈鐵水一般使用三種方法:高溫熔煉
15 2020-01
 ?" />
?" />